§ 39. ЭЛЕКТРОТЕРМИЧЕСКИЕ
УСТАНОВКИ И ЭЛЕКТРОСВАРКА
Возможность преобразовывать электрическую энергию в тепловую широко используется
в промышленности и быту. Большое распространение получили электротермические
установки и электросварочные аппараты.
Электронагревательные приборы. К электронагревательным приборам относятся
электрические нагревательные плиты, утюги, бойлеры (нагреватели воды), батареи и
др.
► В них источником теплоты является нагревательный
элемент, в котором электрическая энергия преобразуется в тепловую, изготовленный
из проволоки с большим сопротивлением (канталь, нихром).
Для обеспечения безопасной работы нагревательные элементы укладывают в
керамическую оболочку и затем в каналы чугунных плит, в герметичные трубы, в
каналы керамических патронов и др.
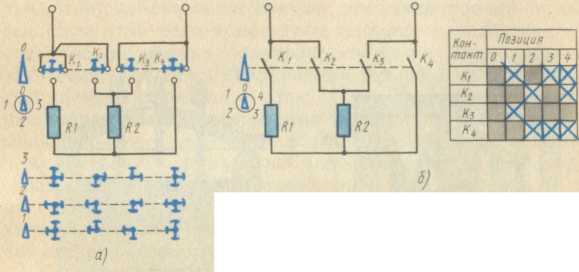
Обычно приборы выполняют с несколькими нагревателями, что позволяет по ступеням
регулировать их мощность с помощью многопозиционных переключателей. На рис. 171
показаны схемы комбинированной связи двух нагревателей R1
и R2 с четырех- (рис. 171, а) и пятипозиционным
переключателем (рис. 171,
б). Положения контактора в зависимости от позиции показаны на схеме под
рис. 171, а, для пятипозиционного — в таблице (напротив номера позиции
крестиком указаны замкнутые контакты
К1, … , К4 (рис. 171,
б).
 |
|
Рис. 171. Схемы параллельно-последовательного
соединения нагревательных элементов с четырехпозиционным (а)
и с пятипозиционным (б) переключателями
|
Нагревательными элементами оборудуют также различные типы электропечей,
используемых в промышленности для нагрева, плавления, сушки и других целей.
► В индукционных печах электрическая энергия
преобразуется в тепловую за счет вихревых токов.
Индукционные электрические печи. Такие печи используют для расплавления
металлов и получения сплавов. Они могут быть выполнены со стальным сердечником и
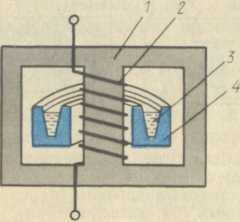
без него. На рис. 172 показано принципиальное устройство индукционной печи со
стальным сердечником. Стальной сердечник 1 уменьшает рассеяние магнитного
потока и концентрирует его на расплавляемом металле 3. Это своеобразный
трансформатор, работающий в режиме короткого замыкания. Первичная обмотка 2
уложена поверх закрытого стального магнитопровода, роль вторичной обмотки
выполняет расплавляемый металл 3. Металл помещают в кольцеобразный
огнеупорный канал 4, охватывающий первичную обмотку. Таким образом,
вторичная обмотка короткозамкнута. При питании первичной обмотки переменным
напряжением частотой f во вторичной обмотке индуцируется эдс Е2,
которая для одного канала (w2
= 1) определяется выражением

Здесь Фт — максимальный магнитный поток, создаваемый первичной
обмоткой.
 |
|
 |
|
Рис. 172. Принципиальное устройство
индукционной печи
|
|
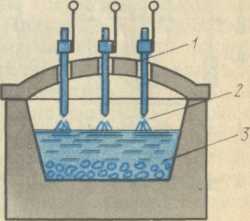
Рис. 173. Принципиальное устройство
электродуговой печи
|
Под действием Е2 во вторичной обмотке (металле) проходит ток
I2 очень большого значения, что приводит к выделению большого
количества теплоты. Металл нагревается до высокой температуры и расплавляется.
Электродуговые печи. Источником теплоты в электродуговых печах является
электрическая дуга.
Такие печи бывают прямого и косвенного воздействия. В
печах прямого воздействия (рис. 173) электрическая дуга 2
образуется между электродами 1 и расплавляемым металлом 3. В
печах косвенного воздействия — между двумя электродами. Металл в них
нагревается лучистой энергией дуги. Вследствие того что в небольшом
объеме сосредоточено большое количество теплоты, в дуге возможно получить
температуру до 3000—5000 °С.
Электрооборудование дуговых печей сравнительно сложно. Для их питания используют
специальные трансформаторы, рассчитанные выдерживать большие и продолжительные
перегрузки. Положение электродов регулируют автоматизированными
электроприводами.
Электродуговая сварка. Электродуговой сваркой получают
неразъемные соединения, преимущественно стальные. Для этой цели
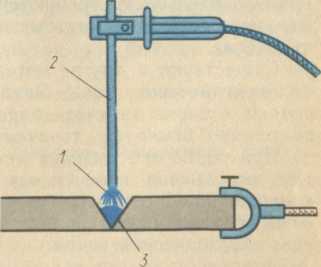
используют тепловое воздействие на свариваемые детали электрической дуги. Роль
одного электрода выполняет свариваемая деталь 3, а другого — специальный
электрод 2
(рис. 174). В связи с тем что расстояние между электродами невелико, теплота
дуги 1 сосредоточена в маленьком объеме, что приводит к быстрому нагреву
и плавлению металла в месте сварного соединения. Электрод предназначен для
подачи тока к месту возникновения дуги и для доставки дополнительного материала
(металла), необходимого для образования сварного шва.
Дуга возникает при напряжении 50—80 В, для ее поддержания требуется напряжение
25—30 В. Питание дуги может осуществляться постоянным или переменным током. В
первом случае в качестве источников тока используют специальные сварочные
генераторы
постоянного тока или сварочные агрегаты с выпрямителями. Во втором случае
используют только сварочные трансформаторы.
Сварка переменным током экономически более выгодна: дешевле сварочные агрегаты,
ниже расходы по их эксплуатации. Однако переменный ток нельзя использовать для
сварки цветных металлов и некоторых марок сталей, а для поддержания устойчивой
дуги и получения качественного шва необходимо применять электроды с обмазкой.
 |
|
Рис. 174. Схема электродуговой сварки
|
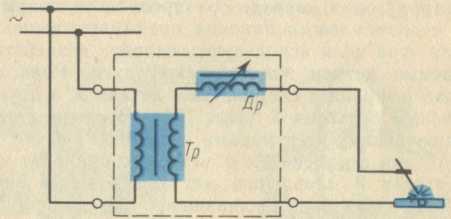
На рис. 175 показана принципиальная схема подключения сварочного трансформатора
Тр с регулирующим дросселем Др при электродуговой сварке. Дроссель
служит для ограничения тока короткого замыкания при зажигании дуги и во время ее
работы, а также для регулирования сварочного тока (путем изменения индуктивного
сопротивления дросселя).
 |
|
Рис. 175. Принципиальная схема подключения
сварочного трансформатора
|
Индуктивное сопротивление изменяют двумя способами: регулировкой воздушной
прослойки в магнитопроводе (меняя положение его подвижной части) или числа
витков катушки (с помощью поворотного шунта).
Электродуговая сварка позволяет получать высокое качество сварочного шва, ей
соответствует большая производительность, требуются сравнительно простые
аппараты, возможна автоматизация производственного процесса.
Существуют и другие методы сварки с использованием электрического тока. Один из
них — это контактная сварка (сварка за счет сопротивления). Этим методом
выполняют стыковую, точечную
и роликовую сварки.
При обработке твердых металлов и сплавов, а также для выполнения профильных
отверстий и отверстий с криволинейной осью используют
электроискровую обработку. В этом случае роль рабочего инструмента
выполняет электрическая искра.

